Brukervennlige Multi-Master-hoder med betydelige fordeler
ISCAR slår et slag for sitt Multi-Master-system som stadig blir fornyet, og som verktøyprodusenten mener er uovertruffent og allsidig selv etter et par tiår i markedet.

På begynnelsen av 2000-tallet spilte ISCARs Multi-Master-system av roterende verktøy med utskiftbare hoder i hardmetall en betydelig rolle i utviklingen av skjæreverktøy. Skjæreverktøy med utskiftbare hoder var kjent lenge før ISCARs Multi-Master. Dette produktet endret det tradisjonelle synet på designkonseptet til slike systemer.
Nytt utseende
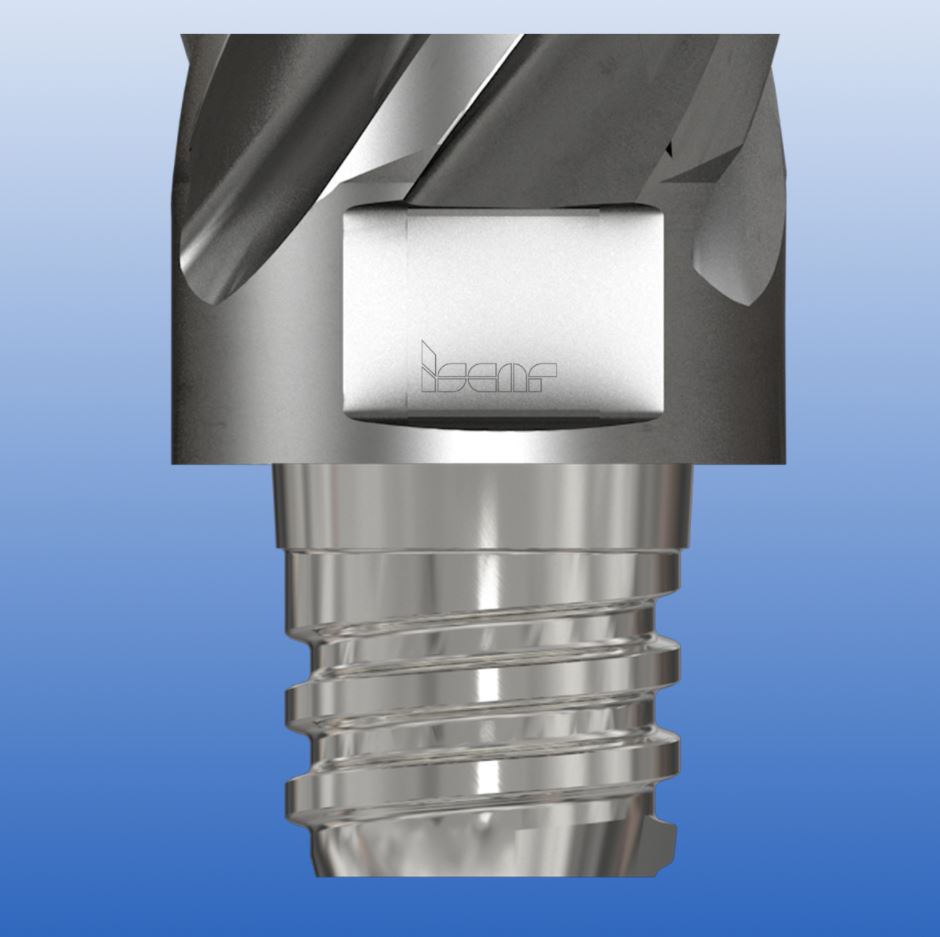
Hodene i Multi-Master-produktlinjen er sikret ved hjelp av en gjengeforbindelse. Hardmetall er et veldig hardt og slitesterkt materiale og har lavere slagstyrke sammenlignet med høyhastighetsstål. I en gjenget hardmetalldel er gjengen en kilde til spenningskonsentratorer som er avgjørende for verktøyets funksjon, spesielt under syklisk belastning. Roterende verktøy med utskiftbare hoder i hardmetall er et godt valg i et område med relativt liten diameter, typisk 6–25 mm, noe som begrenser hva som er gunstige gjengediametere og høyden på en gjengeprofil.
Ovennevnte føringer gjør det problematisk å bruke standardgjenger og krever derfor en spesiell gjengeform for å samsvare med spesifikasjonene til forbindelsen. Multi-Masteren, som er basert på gjengene til en spesialdesignet profil (fig. 1), satte, ifølge verktøyprodusenten, all tvil til side, og suksessen førte til et nytt utseende på vanlige gjenger. Etter dette utviklet nesten alle verktøyprodusenter sitt eget system for roterende verktøy med utskiftbare gjengede hoder i hardmetall.
Allsidig bruk
På grunn av sin rasjonelle utnyttelse av hardmetall, brukervennlighet og enkel utskifting har verktøy med gjengede hoder betydelige fordeler. Mange lurer på hva som er hemmelighetene bak Multi-Masters suksess, og hvilke funksjoner som sikrer produktets popularitet og lange levetid.
Bortsett fra fordelene som er skissert ovenfor, gir Multi-Master høy dimensjonal repeterbarhet med sitt konsept trykk-kontaktdesign. Dette konseptet benytter "no setup"-prinsippet for å erstatte et utslitt hode – ingen ekstra oppsettsoperasjoner for justering er nødvendig, og hodet kan byttes uten å fjerne verktøyet fra maskinen.
Et annet unikt aspekt ved Multi-Master er det svært store utvalget av hoder som dekker et bredt spekter av bruksområder innen fresing, hulltaking, gravering. 90-graders skuldre, flater, 3D-overflater, avfasinger, hulrom og lommer, slisser og spor, gjenger og bearbeiding med høyhastighets- og høymatingsfresemetoder, er alle freseoperasjoner som omfattes. I tillegg dekkes hulltakingsoperasjoner, senter- og punktboring, forsenking osv.
Reduserte kostnader
Å kombinere to typer hoder er fordelaktig; helslipte hoder fra hardmetallemner og hoder fra preformede sintrede skjær. Det brede utvalget av holdere, adaptere og reduksjoner forenkler prosessen betydelig for å finne den beste verktøykonfigurasjonen for en rekke maskineringsoperasjoner. Bortsett fra det, er denne serien, ifølge produsenten, ideell for skreddersydde produkter, noe som gjør verktøytilpasningen mye enklere. Alt dette gjør den robuste Multi-Master-serien til kraftige verktøy for forbedret produktivitet og reduserte produksjonskostnader, samtidig som den sikrer langvarig kundeengasjement.
For fly og romfart
En ny brukshorisont starter med ISCARs nye gjengestørrelse T12, beregnet for hjørnefreser med en diameter på 32 mm. Selv om freser av hardmetall i denne diameteren ikke er vanlig på grunn av de høye kostnadene, finnes det industrisektorer som eksempelvis romfart, som har behov slike verktøy.
Sammenstillinger med utskiftbare hoder gir en mye mer kostnadseffektiv løsning, og ISCAR er entusiastisk over mulighetene for nye utviklinger. Det er viktig å merke seg at blant ISCARs introduserte produkter er det 5-skjærs fresehoder med variabelt spiralskjær som ble utformet spesielt for maskinering av vanskelig maskinerbare titanlegeringer og høytemperaturmaterialer (ISO S-bruksgruppe). Hodene har en hjørneradius på 4 og 5 mm, som er typiske for produksjon av flydeler.
I romfartsindustrien ble serien forbedret med 6-skjærs endefreshoder i diametere på 8–25 mm for maskinering av titan, inkludert vanskelig-å-kutte β- og nær β-legeringer, spesielt for trokoidal fresemetode. Hodene har en kombinasjon av forskjellige spiralvinkler og variabel delingsvinkel for å forbedre vibreringsstabiliteten.
En typisk senkeskrue for fly krever en 100° forsenking. Den samme vinkelen er ofte nødvendig for nagling. Multi-Master tilbyr en løsning med sine nyutviklede 2-skjærs forsenkhoder (fig. 2) med 100°-spissvinkel i diametere 9,525–19,05 mm. Hodene egner seg også for skråboring og punktboring.
Møter økende krav
Veksten av 5-akse CNC-maskiner har brakt nye effektive strategier for fresing av komplekse 3D-former. Dette har økt kravene til å bruke verktøy med en spesifikk geometri, det vil si «barrel» endefreser.
Som følge av nye behov fornyet Multi-Master sitt sortiment med egnede hoder som suksessfullt ble tatt i bruk, spesielt i romfarts-, medisin- og pregings- og formstøpeindustrien.
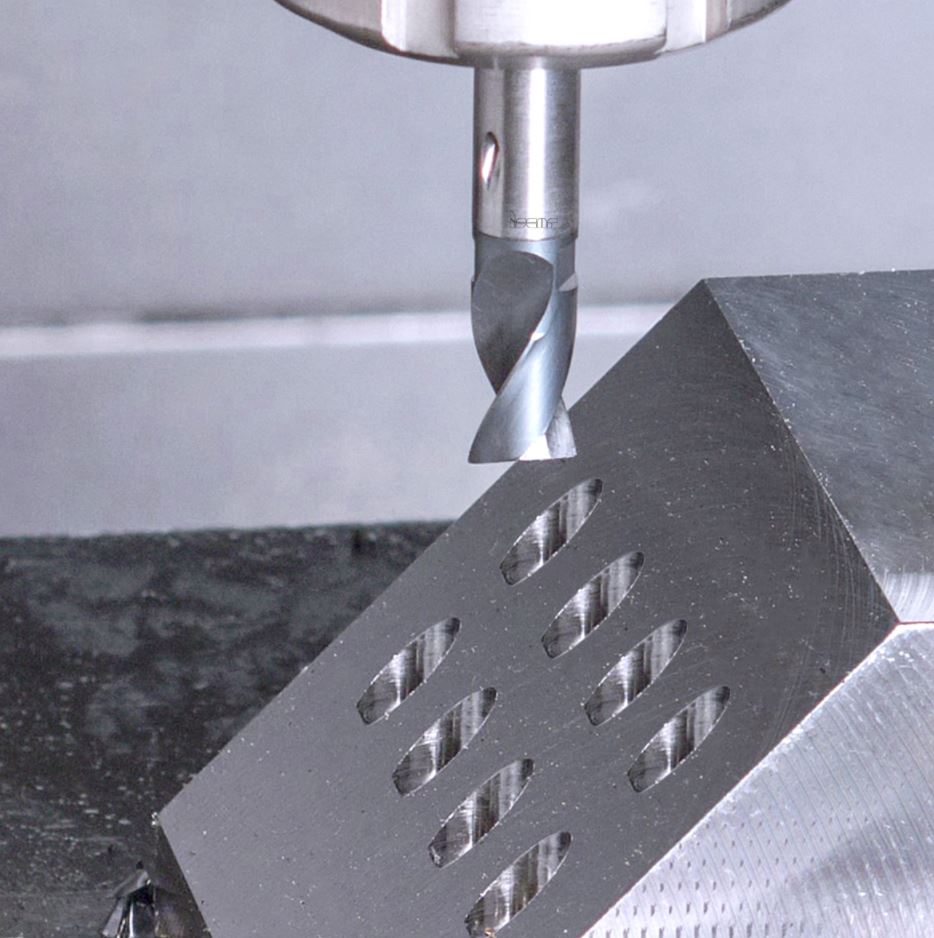
Ved hullproduksjon har de nylig introduserte flatbunnborehodene betydelig utvidet seriens anvendelighet i grunne boreoperasjoner for stål, rustfritt stål og støpejern (ISO P- og K-bruksgrupper), inkludert direkte boring på fallende overflater (fig. 3). Hodediametertoleransen oppfyller nøyaktighetsgraden h7, mens hodeboringsevnen strekker seg opp til 1,2 av diameter.
ISCARs motto "vær mer brukervennlig" er knyttet til den nylige oppgraderingen av Multi-Master sporfreshodet med et nytt spenningsalternativ. Innlemming av en heksalobulær TORX-fordypning i et hodedesign gjør det mulig å sikre hodet med ISCARs faste eller justerbare momentnøkler for pålitelig fastspenning.
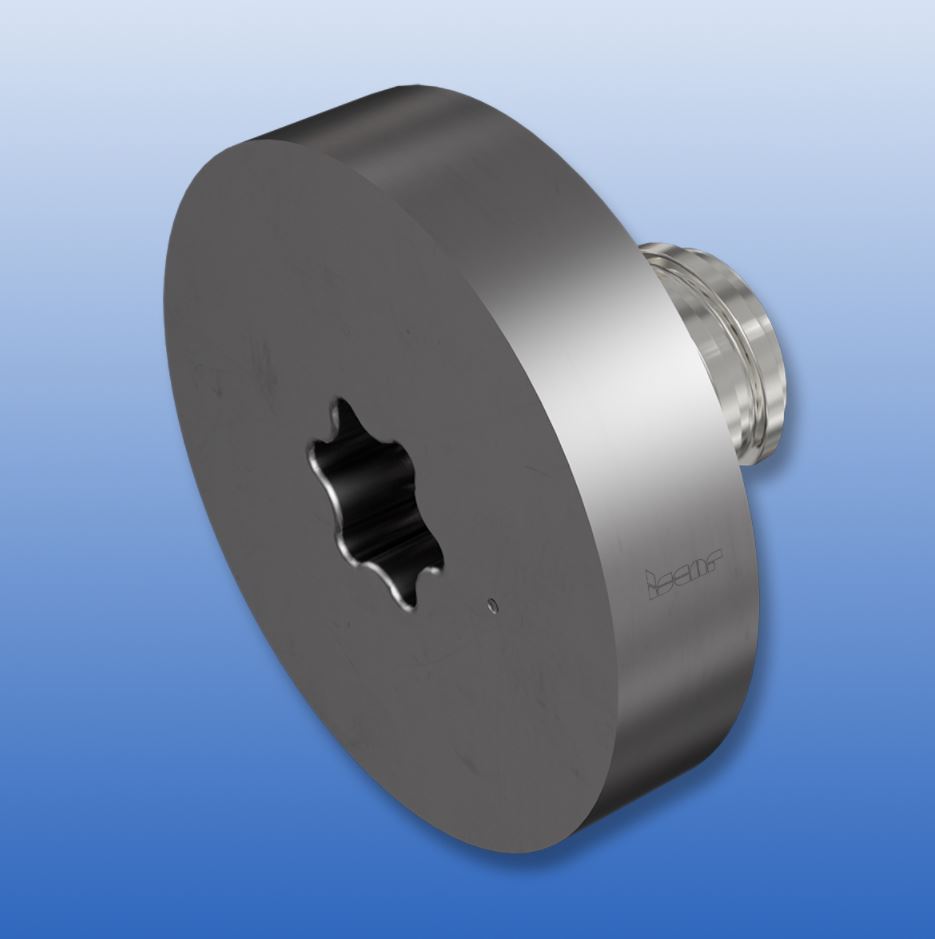
Multi-Master-hodene har den fordelen at de egner seg utmerket til å produsere spesialprofiler. Serien inneholder flere «blanks» for skreddersydde produkter. For kort tid siden ble utvalget av tilgjengelige emner utvidet med skiveformede halvfabrikathoder (fig. 4), som med suksess brukes til tilpassede løsninger i fresing av riller, spor, gjenger, kilespor og mye mer.
Eksemplene ovenfor illustrerer ikke bare i hvilken retning utviklingen går til et av de ledende roterende verktøysystemene med utskiftbare hardmetallhoder, men viser tydelig at kildene for utvikling og forbedring av systemegenskaper langt fra er uttømt.
Behovene til moderne produksjon genererer stadig økende forespørsler og åpner dermed nye applikasjonsfelt som krever en egnet verktøyrespons. Historien til ISCARs Multi-Master konkluderer med høy allsidighet av verktøy med utskiftbare hoder og fremhever deres evne til å møte økende industrielle krav.
For mer informasjon se: www.svea.no og www.iscar.com
